These deformations may lead to a large amount of springback of the formed part.
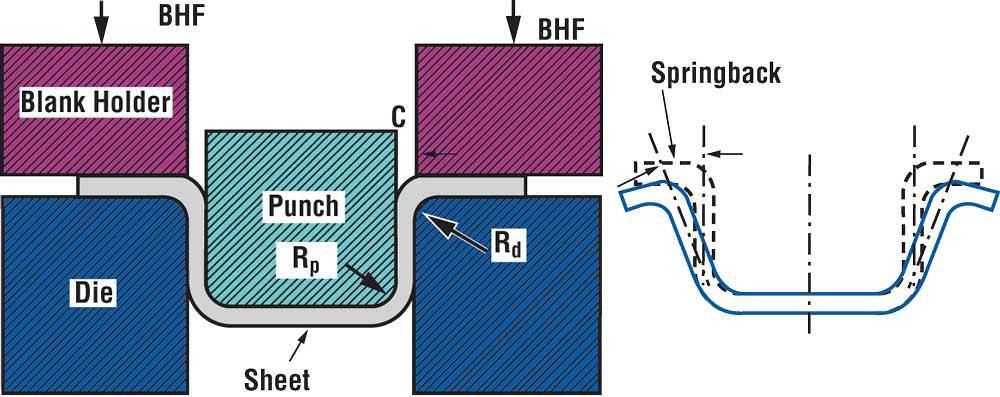
Springback phenomenon in sheet metal forming.
Obtained in a numerical simulation of springback is essential for the product designers and die makers.
At the end of the forming process when the part has been released from the forces of the forming tool there is a distortion in the shape and dimension of the formed part.
Upon completion of sheet metal forming deep drawn and stretch drawn parts spring back and thereby affect the dimensional accuracy of a finished part.
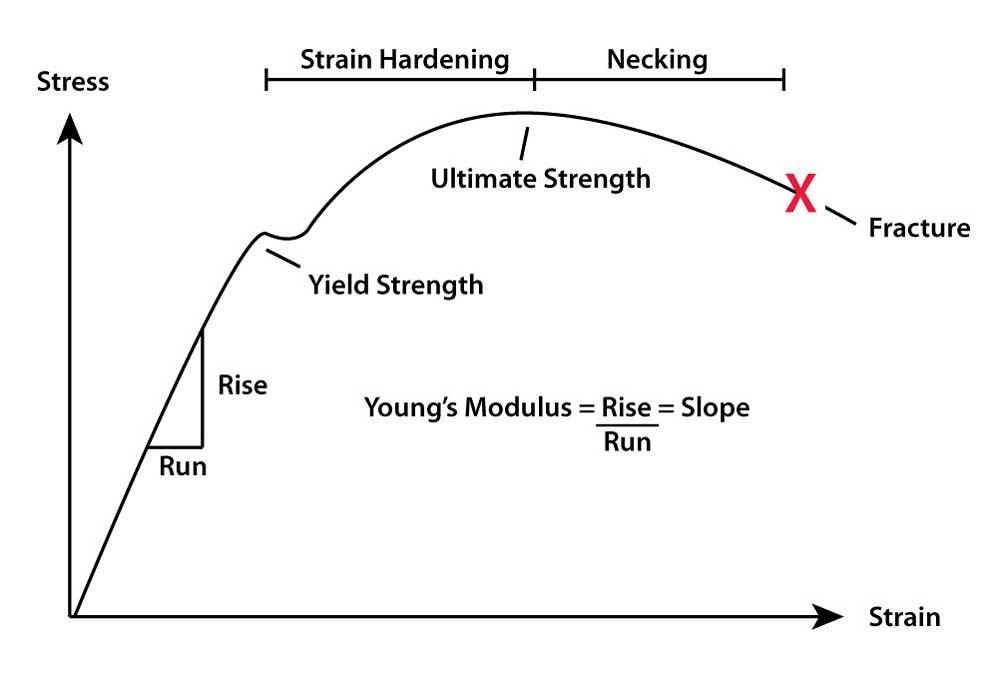
Introduction the sheet metal forming process involves a combination of elastic plastic bending and stretch deformation of the workpiece.
It is desired to predict and reduce springback so that the.
Die design optimization on sheet metal forming with considering the phenomenon of springback to improve product quality article pdf available in matec web of conferences 154 7 01105 january.
Springback is the deformation that will inevitably occur after the sheet metal is formed and the forming part is removed from the mold which will affect the final shape of the part.
This thesis deals with the improvement of numerical prediction of the springback phenomenon in sheet metal forming.
Springback is inherent in sheet metal forming.
Springback is the geometric change made to a part at the end of the forming process when the part has been released from the forces of the forming tool.
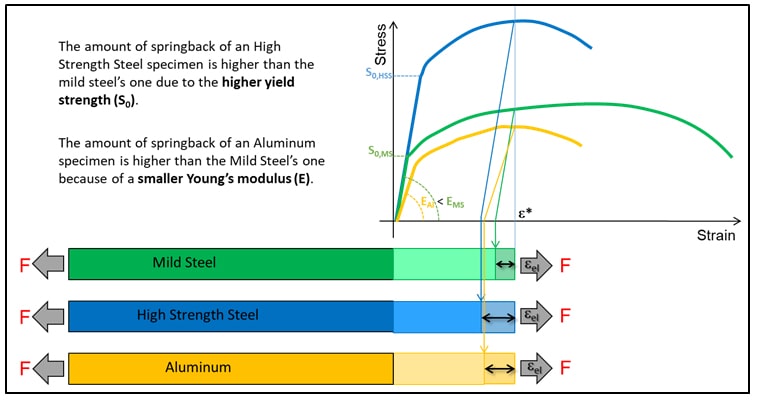
The amount of springback that occurs is a property of the material and radius.
The air forming zone shows that when the press brake exerts pressure on the sheet the metal begins to bend.
Springback is a common phenomenon that occurs in sheet metal forming when metal is bent but then springs partially back toward its original shape thus requiring corrections to be made.
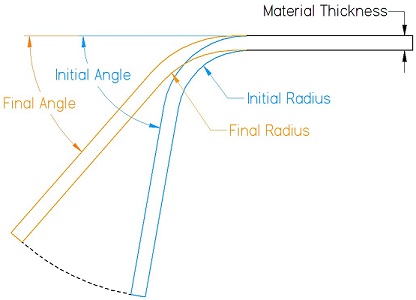
Due to this elastic recovery it is necessary to over bend the sheet a precise amount to acheive the desired bend radius and bend angle.
The springback value will directly affect the geometric precision of the workpiece which is also a forming defect that is difficult to overcome in the technique.
This distortion is termed springback.
Modelling guidelines and advanced numerical algorithms are presented that better satisfy industrial requirements for an accurate.
Springback and forming method.
During air forming the workpiece springs back slightly when released from pressure as it attempts to return to its original shape.
This phenomenon is known as springback when applied to angle change and as the springback factor sf applied to the radius.
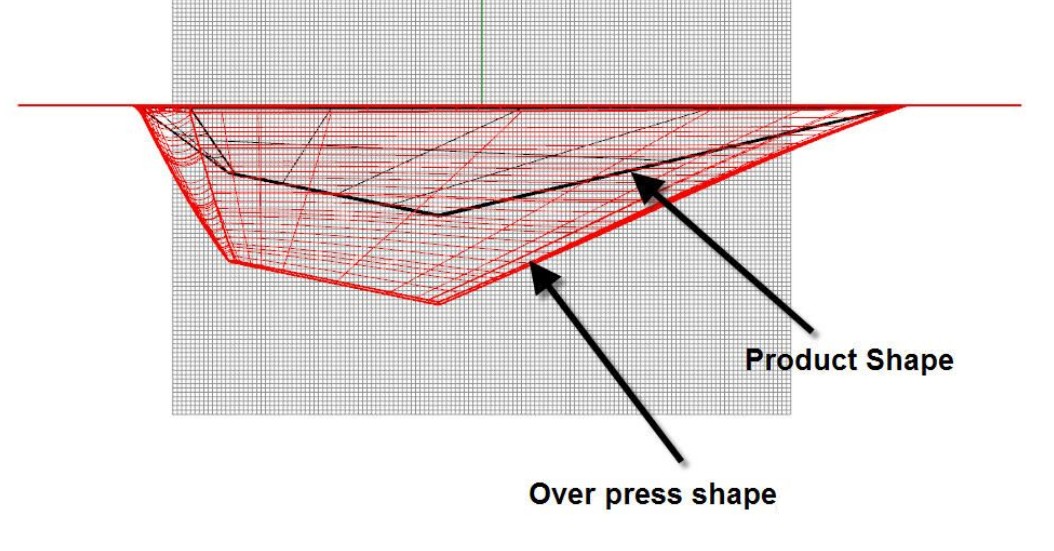
This sheet metal forming device and process reduces or eliminates springback.
Bending springback calculator after a bending operation residual stresses will cause the sheet metal to spring back slightly.
Spring back sheet metal forming 1.